Optimized dust explosion protection equipment: Tailoring safety solutions
June 25, 2024
By Jeramy Slaunwhite, Chief Technical Officer, REMBE Inc.
Industrial forest products processing facilities such as lumber, panelboard, cabinet fabrication, biomass and pulp & paper contain combustible dust hazards due to the handing of dry, fine wood or fibre dust. The risk of dust fires and explosions poses significant safety concerns for harm to people, property and process. Effectively mitigating this risk requires reliable hazard reduction methods and equipment.
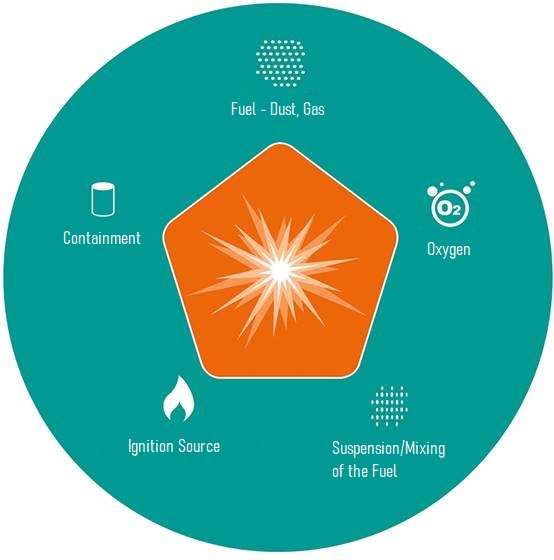
To minimize the risk of dust explosions, it helps to first understand the requirements for an explosion. The fire triangle tells us we need fuel, oxidant and an ignition source for combustion. When the fuel is in dust form and suspended in air the combustion event is a flash fire or deflagration. When a deflagration occurs in an enclosure the combustion gases cause rapid pressure rise resulting in explosive failure of the enclosure.
Enclosures can be a process vessel, storage silo, dust collector and even a building.
The basis of all explosion prevention and protection strategies includes eliminating at least one of the five elements of the explosion pentagon: fuel, oxidant, ignition, dispersion and confinement.
Secondary explosions
When a building is the enclosure in an explosion scenario, the results can be severe including building damage or collapse, flying debris, personnel fire engulfment or physical entrapment. Many serious injuries and fatalities associated with dust explosions were caused by secondary explosion consequences. Many major loss events involved a secondary explosion that was initiated by a smaller primary explosion.
Mitigating building compartment secondary explosions should be a top safety priority. Preventing fires and explosions in buildings includes controlling fuel and ignition sources. Common ignition sources come from malfunctioning electrical equipment, overheated rotating mechanical equipment and hot work activities. Prevention of ignition sources requires a focused approach in the process areas including hazardous area classification and appropriately rated electrical equipment, preventative maintenance and lubrication programs as well as rigorous hot work programs and procedures.
Ignition sources are numerous, often unpredictable and cannot be confidently ruled out. As such it is critical to control the fuel from accumulating into hazardous quantities. Dust sources in process areas can originate from leaking material handling equipment, dust generating processes, (cutting, sifting, filling, grinding etc.) and even migration from other process areas settling on surrounding surfaces. Dust accumulation mitigation methods can be proactive at the source or reactive to manage accumulations. Fugitive dust control methods include process & facility design, maintenance to prevent dust leakages, active dust capture/collection systems and manual dust cleanup. All of these techniques must be specifically tailored to the equipment, process, facility and plant to be effective.
Primary explosions
Many secondary explosions are initiated by a primary explosion event in some sort of process equipment. Consequences of dust explosions in process equipment can include intense fire and pressure discharge, equipment failure and propagating fire and pressure effects to adjacent and connected process areas or vessels. To secure the safety of plant personnel, process and property, equipment with explosion hazards must be protected.
Explosion prevention
Spark detection and extinguishing systems are highly effective at neutralizing incoming ignition sources in pneumatic conveying and dust collection systems. Duct size, conveying velocity, material parameters, temperatures and external light sources can influence the design and performance of spark detection systems. This must be considered by the system designer/supplier in collaboration with the process and maintenance team to ensure reliable performance.
Spark detection systems can intercept most predictable incoming sparks, however; not all ignition sources are predictable. A lot of process equipment, inherently, contains four out of five elements to support a dust explosion and only missing the ignition source. Considering the often intolerable consequences of an explosion, and stated in the National Fire Protection Association, (NFPA) Standard 69 – Standard on Explosion Prevention Systems, ignition source control must be used in conjunction with other explosion protection systems such as explosion relief venting or chemical suppression. (ref. NFPA 69 – 2024 Section 9.1.1).
Explosion protection
Selection and implementation of dust explosion protection equipment must be executed carefully and correctly and demands a tailored approach rather than a one-size-fits-all solution. Explosion protection systems are designed and tested for the range of expected conditions and application parameters under which they are applied. Outside the range of tested conditions, the protection system may not perform as required.
Explosion protection can be achieved by several methods:
- Explosion venting: Engineered weak point(s) installed on the vessel which opens at a precise pressure allowing the internal explosion to escape in a controlled safe direction preventing overpressure of the equipment. Vent design and sizing calculations conform with a technical standard such as NFPA 68 – Standard on Explosion Protection by Deflagration Venting.
- Flameless explosion venting: Explosion venting with an integrated flame arrestor to provide pressure relief without flame discharge for safe venting inside facilities and occupied areas. Flameless vents are third-party tested and certified with specific application parameters and limitations. Vent sizing calculations with flameless venting devices include efficiency ratings for flame arrestors according to the manufacturers’ data.
- Chemical suppression: Pressurized cylinders of suppressant material mounted to the vessel which rapidly inject upon detection of a developing explosion in the incipient stage of development. The suppressant engulfs and neutralizes the developing combustion event before reaching damaging pressure. Suppression systems are third-party tested and require specific design and application parameters per NFPA 69 including routine inspections and maintenance.
Explosion isolation
Protecting process equipment against dust explosions is important for personal safety and process integrity however explosion isolation is also needed to control propagating pressure and fireballs from initiating devastating secondary explosions. Explosion isolation is achieved through different methods depending on the arrangement of the interconnection, process parameters and external conditions. Explosion isolation methods and requirements are outlined in NFPA 69 and fall under the category of either passive or active isolation. Passive isolation relies on the initiated explosion event interaction with the isolation method to create a barrier against propagation upstream or downstream and require no external energy to function. Some examples of passive isolation devices include flap valves, rotary air lock valves, material chokes and inline flame arrestors. Active isolation methods employ the use a sensor, typically optical flame or pressure detection, a controller and a fast-acting barrier to prevent flame passage. The explosion barrier can be either a fast-acting valve or an injected chemical barrier similar to a suppression system. Active explosion isolation systems as well as passive isolation flap valves are third party tested and certified and shall only be applied within the specific range for which it was tested to ensure reliable performance. All the different isolation methods have specific advantages and disadvantages with respect to cost, installation flexibility, process compatibility and maintenance.
Tailored explosion protection selection and application
The design selection and application of explosion protection and isolation systems must consider the many influential factors that can impact performance and reliability of the system as follows:
- Material data: The accurate dust explosibility data must be considered to ensure performance reliability against the system physical testing. The actual dust data used for protection system design must not be more severe than the dust characteristics expected to exist in the process. Variables include particle size, moisture content and the possibility of flammable off gassing. Additionally, material interaction considerations must be evaluated such as abrasiveness, stickiness and tendency to build-up on surfaces which could impair the protection system function.
- Process equipment: The process equipment data must be factored into the protection system design and application. This includes the equipment strength against pressure resistance as well as geometry. Dust explosions behave differently in complex or elongated geometries which must be factored into the protection system calculations.
- Equipment Location: The equipment location can influence the selection, application and maintenance of specific types of equipment. The consequences of an open explosion vent discharge for example must be evaluated for exterior equipment and is certainly not tolerable inside a facility.
- Temperature: Both environmental and process related temperatures can influence certain types of protection and isolation equipment in both high and low temperature environments. Temperature influences may require additional heating or cooling accessories or could influence the performance and life span of the protection equipment.
- Pressure: Process systems operating at elevated or negative pressure can influence the function and reliability of protection systems. Cycling pressures can impose fatigue effects on vent panels for example. Pressure surges from abrupt flow stoppage or line plugging in pneumatic conveying systems can be misinterpreted by a suppression system sensor triggering discharge of the suppressant.
Right-sized for reliability
In conclusion, safeguarding industrial facilities against dust explosions requires a nuanced approach to selecting and implementing appropriate protection equipment. Shortfalls or oversights in protection can not only result in a hazardous situation for personnel but give a false sense of protection security or costly repairs. A right-sized approach considers the type of combustible dust, process equipment details, environmental conditions, operational dynamics and regulatory compliance. Investing in tailored dust explosion protection & isolation solutions ensures the safety of personnel, safeguarding assets, and maintaining operational continuity in dust-handling environments.
Print this page